
H2: Introduction
The medical device industry is a field where a minuscule dimensional variationin a device or a component can result in a device failure, which in turn compromises patient safety. One of the biggest challenges faced by healthcare technology startups in bringing their innovative ideas to practical reality in terms of a device or a product is the degradation of performance due to improper machining of biocompatible materials.
The basic reason behind such failures is the absence of a high-purity processing control environmentand a general lack of understanding of how a conventional machine shop works in contrast to what is needed in terms of precision and material science in medical-grade components. This article will discuss how advanced precision CNC machining technology, based on a rigorous manufacturing logic, helps in ensuring medical device components’ reliability and a path towards a sustainable manufacturing process.
H2: Why is Medical Device Precision Non-Negotiable in Healthcare Tech Innovation?
Precision in medical devicesis the non-negotiable starting point for the development of a successful healthcare technology innovation. Whether the medical device is a robotic arm used in surgical procedures or a drug pump used in the delivery of medication, the accuracy of the device is dependent on the micron-level accuracy of the components. Any level of inaccuracy in the components of the medical device could spell disaster for the efficacy of the end product. However, it is not just the accuracy of the equipment that is necessary but also a systemic approach that is process-oriented. Manufacturers which adhere to the ISO 13485 quality management systemfor medical devices based on the ISO 9001 standard, ensure that consistency is a guaranteed outcome of a system rather than a sporadic occurrence.
H3: 1. The Direct Link Between Dimensional Accuracy and Clinical Safety
The specifications of a medical device are based on clinical need. An artificial hip replacement must have a certain curvature to ensure osseointegration; the microchannels on a lab-on-a-chip must have a certain dimension to regulate fluid flow. Any dimensional variance beyond the acceptable limits may make the medical device ineffective or even dangerous. For example, an orthopedic screw that is a few microns too large may not fit properly, resulting in instability or even microfractures in the bone. The accuracy of a CNC machine guarantees that the manufactured object is a perfect replica of the original object in the design phase, which is the first step toward clinical safety and efficacy.
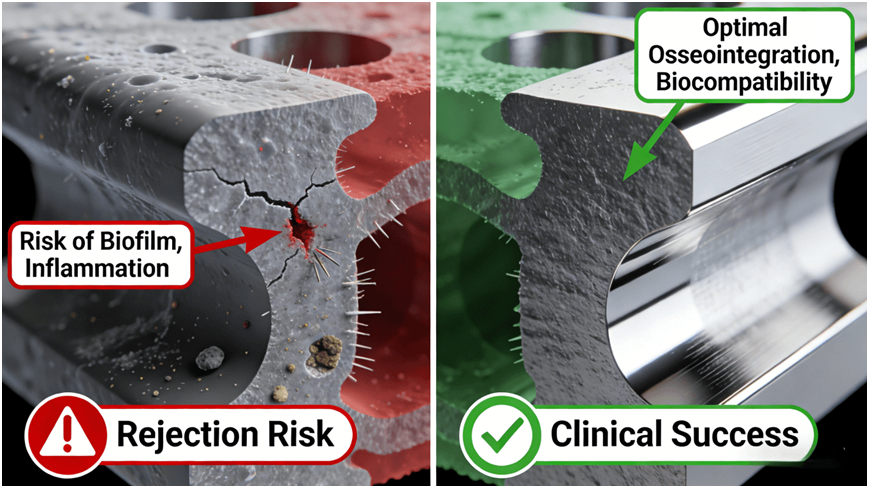
H3: 2. Surface Integrity: The Invisible Determinant of Biocompatibility
Surface integritymatters just as much as dimension in medical devices. Some machining steps can leave micro-cracks or rough spots – places where bacteria grow or where corrosion starts. High-precision work sets better parameters, giving a clean, flaw-free surface. That means easier cleaning and sterilization. It seems hard to ignore how a finish as smooth as 0.4 microns Ra affects tissue response. A smooth surface isn’t just about looks – it’s about how the body reacts over time.
H3: 3. Institutionalizing Reliability Through Certified Quality Systems
Reliability is not something you simply wish forin healthcare; it is an integral part of the entire system. ISO 13485 is the standard that sets this out. Certified manufacturers are obliged to adhere to design control, risk management, supplier assessments, and CAPA procedures. Every phase is documented, from the raw titanium billet to the final inspection report on the implant. Reliability is no longer a feature of individual components; it is a property of the entire system. That is the face of real reliability in medical technologytoday.
H2: How Does Biocompatible Materials Selection Impact Custom Parts Machining?
The decision of which biocompatible material to use, for example, medical-grade titanium alloys (such as Ti-6Al-4V ELI), stainless steel (such as 316LVM), or high-performance polymers (such as PEEK UHMWPE), is primarily made on the basis of their capability to co-exist with the human body. However unfortunately these materials are so good at being biocompatible that they pose a great challenge in machining due to their gummy, abrasive, or work-hardening traits. Besides, the machining process should not negatively affect the biocompatibility of the material, which requires deep knowledge of material scienceto the selection of cutting parameters, tools, and coolants compatible with material biocompatibility. Besides, engineers must have a good grasp of machining principles to optimize the machining of medical-grade devices. A comprehensive understanding of CNC machining for medical applications is the essential step towards understanding device reliability. The selection of biocompatible materials, such as medical-grade titanium alloys (e.g. Ti-6Al-4V ELI), stainless steel (e.g. 316LVM), or high-performance polymers (e.g. PEEK UHMWPE), is based on their ability to coexist with human body.
H3: 1. Machining Challenges of Reactive and Tough Alloys
Titanium alloys are most appreciated for their high strength-to-weight ratiosin addition to their outstanding corrosion resistance. High resistance to corrosion now is one of the main characteristics of titanium alloys. However, working with titanium alloys can be quite difficult. For example, titanium alloys have low thermal conductivity. This makes the heat to stay in the area of the cutting edge. Consequently, the heat results in a modification of the microstructure of the material. On the other hand, stainless steel is known to undergo work hardening. That results in a hard, brittle surface. A process of custom parts machining of such materials necessitate specialized tools, a high-pressure coolant system, and properly chosen speeds and feedsto make sure that the material properties are preserved.
H3: 2. Preserving Material Properties Through Controlled Processes
The objective is to remove the material without altering it. For polymers such as PEEK, exposure to too much heat may cause the material to melt or even change its crystal structure. It is necessary that the cutting tools used are sharp and that the cutting conditions produce clean chips rather than melted material. The cutting environment must also be a clean environment, free from oils and other contaminants that may be present in a regular machine shop. This is a high-purity processing method that is necessary to ensure that the biocompatible material going into the OR is the same as the material going into the cutting machine.
H3: 3. The Critical Role of Post-Machining Treatments
In many cases, the process does not end with the machining operation. Medical parts machined from various materials go through critical post-processing operations. These operations include passivation for machined parts made from stainless steel to restore the natural oxide corrosion-resistant layer, electropolishing to clean the parts and remove any contaminants, and cleaning and packaging operations in controlled environments. The machining process is a critical operation that must be done in concert with post-processing operations. For example, a machined part must be made to specific dimensions to account for the small amount of material removal during electropolishing.
H2: What Role Does Sustainable Manufacturing Play in Pharmaceutical Automation?
Pharma automation shares the importance of sustainable manufacturing and it is a critical element that as efficiency drives are combined with significant responsibility to ensure environmental sustainability. Energy efficiency is only one part, by and large sustainability includes the goal of reducing waste at all stages of the production. For the precision components used for automated filling, packaging, or laboratory equipment, CNC machining methods help reduce raw material wasteand cutting fluid consumption, and also increase tool life. Sustainable manufacturing leads to designing parts for automation, and at the same time, lessening the environmental burdenof the production process.
H3: 1. Minimizing Material Waste Through Advanced Machining Strategies
Parts made from high-performance materials in the pharmaceutical industry are extremely expensive. In sustainable manufacturing, the efficiency of material is the main point of attention. As an illustration, nesting softwareis a tool used to determine the layout of the parts in the raw material billet so that the amount of materials used is minimized. Hybrid manufacturing, for instance, additive-subtractive hybrid manufacturing, is a method of producing a component that is almost net shape and therefore needs little or no finishing. Besides, the capability of 5-axis CNC machining to make very accurate consolidated partsleads not only to a reduction in the overall material weight of multiple component parts but also to a decrease in the number of individual items that need to be tracked, cleaned, and validated.
H3: 2. Optimizing Energy and Resource Consumption
The environmental impacts of machining operations also relate to the energy consumptionand resource utilization. Sustainable practices can be achieved by using high-efficiency machine tool paths (HEM), which enable constant tool engagement to increase machining speeds with lower energy consumption per part. The implementation of MQL or dry machining operationscan minimize the amount of cutting fluid to be disposed of or recycled. As emphasized in other discussions about technology’s role in the environment, as seen in UNCTAD reports about technology for sustainable development, these machining operations help achieve the macro-level objective of mitigating industrial environmental impactswith or without improvements in output.
H3: 3. Enabling Efficiency and Reducing Waste in End-Use
The sustainability value of a precision component is not limited to the component’s role in the larger system but also includes the system of the pharmaceutical industry. A well-made valve seat on a filling machine prevents leaks and waste. A well-made pump component ensures the correct dosage of medication, which prevents waste. A well-made component that lasts longer minimizes the need for maintenance or replacement. Therefore, the sustainability value of investing in precision manufacturing for the pharmaceutical industry is not limited to the components but also the end system because it minimizes waste and is sustainable.
H2: How to Balance Ergonomic Design with CNC Machining Cost?
The development of an optimal ergonomic design for medical assistive devices such as prosthetic limbs, surgical instruments, or wearable monitors is of prime importance. In such medical assistive devices, ergonomic designs are often complex in nature, featuring organic curves that fit perfectly onto the human body. In balancing such sophisticated designs with CNC machining costs, a collaborative and front-loaded engineering approach is a must. This involves design for manufacturability, where CNC machining expertise plays a crucial role in balancing ergonomic design with CNC machining costs. In balancing CNC machining costs, several factors need to be considered, such as parting lines, draft angle, and tolerance levels. In balancing CNC machining costs, it is recommended to followinternational standards for general tolerances, such as ISO 2768.
l Translating Organic Forms into Machinable Geometry: The starting point for many ergonomic designs is a 3D scan or complex curvature modeling. However, the problem is how to take the organic shapeand translate that into a CAD file that is machinable. This means simplifying non-critical complex surfaces where possible, establishing clear datum referencesfor measurement, and making sure that all surfaces are accessible for machining with standard tools. A DFM analysis could indicate the addition of a small draft on a deep feature to enable access for the cutting tool, or the selection of a particular radius for a fillet that corresponds to a standard end mill cutter, greatly simplifying programming and reducing the overall machining time.
l Strategic Tolerance Allocation to Control Cost: Intelligent allocation of toleranceis one of the most effective means of managing cost. For an ergonomic grip, it may be important to hold a very tight profile tolerance on the surface that interfaces with the human hand but can tolerate very loose tolerances on internal features of no functional significance. Careful analysis of what really matters for fit, feel, and function, with commercial-grade tolerances applied elsewhere (in accordance with standards such as ISO 2768-m), helps avoid the exponential cost explosionof too-tight tolerances.
l Leveraging Advanced Manufacturing for Complex Surfaces: For complex surfaces that are doubly curved, 5-axis machining, though more expensive on a per hour basis, would be the most cost-effective solution. This would be because of the elimination of complex and costly fixtures and multiple setups needed in a 3-axis machining process. This would ensure continuity of surfaces, which would be impossible in a 3-axis machining process. This would also be a more cost-effective solution when considering the cost of designing fixtures and potential errors in a multiple handling process. The advanced technology would be a direct enabler of cost-effective complex assistive device customization.
H2: Why Should Tech Leaders Partner with Certified CNC Machining Service Manufacturers?
For tech leaders in medicine, aligning with certified CNC machining service manufacturers – is probably more than just a sensible risk management measure – and could be deeply instrumental in getting the job done. The medical device supply chain is a highly regulated environment where even a single defective part could lead to expensive product recalls, lawsuits, and devastatingly negative publicity the brand. ISO 13485 for medical devices, IATF 16949 for automotive but highly desired in medical for its zero-defect philosophy, and AS9100D for aerospace but very much sought after in medical for its extreme traceability requirements are separate certifications that indicate a manufacturer’s commitment to quality at an organizational level. They are not only a manufacturer’s declaration of capability but also a proof of support to an organizational culture revolving around documentation, verification, and continuous improvement– all of which are indispensable to ensuring the precision required in medical device manufacturing.
H3: 1. Certification as a Proxy for Systemic Capability and Culture
A certificate on the wall is a demonstration that the firm has successfully navigated the audit process. However, the true value of the certificate is what it symbolizes: a sophisticated management system. IATF 16949, for example, is very big on the application of statistical process control (SPC) and problem-solving methodologies like 5-Why, 8D. AS9100D is very aggressive on configuration management and foreign object debris. If a firm is operating under these management systems, this means every employee is operating under a well-defined system, and every non-conformance requires a well-documented investigation. It is this discipline that instills confidencein the tech leader that the supply chain is a strength, not a weakness.
H3: 2. Ensuring Supply Chain Transparency and Material Integrity
Material traceabilityis a critical component of medical and aerospace certifications. This entails the ability to trace any component back to the raw material mill certificate, heat lot, and all processing steps. This provides a rapid response in the case of a material-related problem. Additionally, manufacturers that are certified must also scrutinize their own sub-suppliers, which creates a chain of quality certifications. This level of supply chain transparencyis extremely valuable for regulatory submissions such as the FDA 510(k) or for developing a supply chain that is able to withstand any level of scrutiny.
H3: 3. Access to Specialized Expertise and Risk Sharing
The advantage of partnering with a certified manufacturer is a risk-sharing approach. A certified manufacturer has access to specialized knowledge in regulatory compliance, clean room operations, and validation methodologies, which are usually not present in tech startups. They essentially become an extension of the quality team, which oversees the CNC machining process itself as part of the Device Master Record. Ultimately, the key to successfully transitioning a sophisticated medical idea into a mature product lies in finding a CNC machining service manufacturer with various quality certifications across the globe to ensure that a high level of clean room operationsis maintained.
H2: What Defines High-Purity Processing in Precision CNC Machining Factory?
High-purity processingin a precision CNC machining factory is a comprehensive environment and protocol that ensures no type of contamination exists within the machine or the overall workflow of the factory. This means it is not just the machine itself, but the overall environment of the factory. This includes having an ISO Class 7 or 8 cleanroom environment for machining and handling, medical-grade coolants and lubes, cleaning of tools and fixtures, and packaging. For pharmaceutical equipment, implants, and diagnostics, this environment is just as important as holding tight tolerances. A factory with this standard, often backed by an ISO 14001 certificationfor an environmentally friendly factory, is showing a commitment to a clean environment and a commitment to not contaminating the part, not just holding precise tolerances.
H3: 1. The Controlled Environment: Cleanrooms and Aseptic Protocols
The first aspect is the physical environment. A cleanroomis required for the machining of components. In the cleanroom, HEPA filters control the particulates in the air. Gowning is required for the personnel; they wear bunny suits, gloves, and masks. Airlocks control the entry and exit of equipment. Such a clean environment is required for the machining of components for in-vitro diagnostics, implants, and any part that will come in contact with a drug or the human body. The end product will be free from particulates, endotoxins, etc.
H3: 2. Material and Process Controls to Prevent Contamination
All material that comes into contact with the part is a potential source of contamination. For high-purity processing, biocompatible cutting lubricantsare required, which are themselves qualified for medical device use and are maintained on a regular schedule. Tools are cleaned and dedicated to a material or family of parts to prevent cross-contamination. After machining, cleaning is performed on a validated process, such as ultrasonic cleaning with a specified cleaning agent, followed by a rinse with purified water (WFI or equivalent) and drying in a controlled environment.
H3: 3. Documentation, Validation, and Cultural Discipline
Just as precision needs rules, so does purity. Every step, from cleaning to handling, is governed by SOPs and testedto confirm it meets purity standards. ISO 14001 means the factory manages chemicals and waste with care, showing environmental responsibility. That’s what makes a factory truly trustworthy for high-purity medical applications.
H2: Conclusion
The precision of medical devices and sustainable manufacturing are the twin engines of medical device innovationin healthcare technology. One helps ensure medical devices are safe, effective, and reliable in their ability to save and improve lives; the other helps ensure medical device development and manufacturing are in line with our shared responsibility to protect the planet. By providing best-in-class custom CNC machining servicesunderpinned by certified quality systems and ultra-high purity requirements, a manufacturing partner helps companies make inroads in medical device technology while remaining committed to the highest standards of social and environmental responsibility.
H2: FAQs
Q: How does CNC machining for medical uses ensure biocompatibility?
A:It controls cutting settings tightly and keeps surfaces free from contaminants. Titanium stays chemically stablebecause the process avoids surface changes. Patient safety in medical devices depends on this stability.
Q: What is the impact of Sustainable Manufacturing on the Total CNC Machining Cost?
A:While it might be necessary to put money into sustainable manufacturing, it lowers the total cost of CNC machining mainly by lessening material waste or consumption. The method also significantly cuts the carbon footprint of CNC machining and enhances the value of highly complex tasks such as pharmaceutical automation.
Q: Why is ISO 9001 and IATF 16949 certification important for medical parts?
B:Both ISO 9001 and IATF 16949 certifications acknowledge the establishment of a quality management system. Besides, in order to meet customers’ zero-defect parts requirementsand achieve effective risk management, the IATF 16949 certification within a standard is even further deepened which makes it the most comprehensive standard in quality management systems in medical parts. Hence, implementation of the quality management system is expected to result in the production of medical-grade devices meeting the highest precision standards.
Q: Can Custom CNC Machining Services provide complex Ergonomic Design?
A:Yes. Advanced custom CNC machining services can achieve complex curved surface design using multiple axis technology. This is particularly important for assistive device design as it enables designers to achieve complex ergonomic design concepts.
Q: How does a company go about requesting a CNC Machining Process and Quote for their medical components?
A:A professional precision CNC machining factory would require a 3D CAD model with specific material and tolerance requirements provided for the CNC machining process and quote phase. In this phase, a qualified CNC machining partner would offer DFM feedback to help optimize the design for precision and cost, to help their healthcare innovation solutionsreach their highest potential.
H3: Author Bio
The writer expertizes the field of medical device manufactureand regulatory compliant production methodologies. He/she is encompassed within LS Manufacturing, a precision engineering specialist delivering innovation in the medical, aerospace, and automotive industries. The groups operate under a certified management system comprising of ISO 9001, ISO 14001, IATF 16949, and AS9100D. In case you want professional advice for a critical medical component project, you can check their CNC machining process.



