
H2:Introduction
In the demanding industries of aerospace, marine engineering, and other high-end manufacturing industries, bronze components such as bearings, valves, and gears often experience problems such as premature wear, corrosive failure, or machining-induced deformation. Such problems not only cause equipment downtime but also increase maintenance costs significantly. It is not the material but the lack of proper knowledge of the properties of the bronze alloy or the improper application of CNC Machining Bronze processes that is the cause of the problem. The conventional methods of machining bronze components using experience-based approaches are not able to fully exploit the capabilities of the material.
This article attempts to systematically analyze the major problems associated with the machining of bronze components and provides a proven strategy for the optimization of the same. The answers to the following five questions will reveal the whole picture of the path to high-performance custom bronze components.
H2: Why is Selecting the Right Alloy the Primary Prerequisite for Successfully Machining Bronze Components?
Material selection is the key step in manufacturing dependable bronze parts. Various CNC machining bronze alloys, for instance, phosphor bronze (C51000) and aluminum bronze (C95400), differ a lot in mechanical properties (strength, elasticity), physical qualities (wear resistance, conductivity) and importantly, machinability. Failure to select the right alloy in a specific case o the part will result in failure. Tin bronze, for example, if used for a high-load bearing in a seawater environment, would be subjected to rapid corrosion, whereas aluminum bronze would resist.
The science behind this is the exact composition-property relationships referenced in authoritative sources such as the ASM International materials database. Thus, precise material selection not only acts as the basis for attaining the goals of longer service life and less total cost but also leads to the next topic of specific machining technologies.
H2: How to Set Golden Parameters to Avoid Work Hardening and Tool Adhesion?
Machining bronze has its own set of challenges such as work hardening and the development of a “built-up edge” (BUE) on the tool blade. These problems arise when cutting heat and friction are not adequately controlled, which in turn affect the surface finish and dimensional accuracy. Therefore, the solution involves proper setting of cutting parameters. In fact, a common suggestion for a wide range of bronze metals is to use higher cutting speeds combined with lighter feed rates and moderate depths of cut. Implementing this “high-speed, light-cut” approach will lead to better heat dissipation and chip breaking.
Selecting and using coolantideally in the form of high-pressure, directed jetis very important for temperature control and proper evacuation of chips. Continuous monitoring and adjustment of these CNC bronze parameter are necessary to achieve stable single-part quality. Also, even though optimized parameters constitute the basis, they should be changed to deal with major issues associated with complicated part geometries.
H2: How to Ensure Precision When Producing Complex Bronze Parts Like Thin-Walls and Deep Holes?
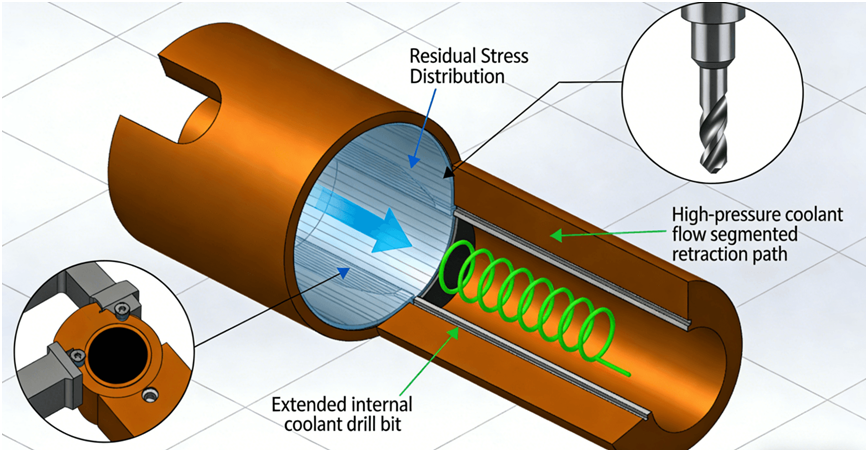
Manufacturing intricate custom bronze parts, such as thin-walled enclosures or deep-hole bushings, presents major challenges. Distortion can be caused by cutting forces and residual stresses, while drilling deep holes is the most common cause of axis deviation. A guarantee of high accuracy requires a complicated technical strategy. Process planning should be multi-stage and symmetric operations should be used to gradually relax internal stresses.
Workholding is also very important; using custom soft jaws, vacuum chucks, or multi-point support fixtures ensures safe clamping without causing deformation. Tooling and programming-wise, the use of extended-length, internal-coolant drills together with peck drilling cycles and segmented retraction strategies is very important for producing deep holes that are straight and of high quality. For instance, a manufacturing plant decides to limit the flatness error of a thin-wall bronze housing to 0.05mm by improving the fixture design and tool paths. For more detailed techniques on machining complex structures, refer to this in-depth guide: CNC Machining Bronze: Techniques, Process, Types, Applications.
H2: In Which Cutting-Edge Industries Are Precision Bronze Components Becoming a Driving Force for Innovation?
H3: Demanding Applications in Extreme Environments
Besides the above-mentioned areas, Precision CNC Machining allows the components made from the alloy to perform in extremely harsh environments. Some examples of the components made from the alloy performing in extreme environments include the seals used in the coolant system of a nuclear reactor, which perform in extreme environments where they are exposed to intense radiation and heat. Components for deep-sea mining equipment are used in extreme environments where they are exposed.
l Aerospace & Marine Engineering
In aerospace, Precision CNC Machining specializes in high-load, self-lubricating bronze bushings for aircraft engines and landing gear, where reliability is paramount. For the marine and energy industries, bronze plays a significant role in seawater pump valves and underwater connectors due to its superior corrosion and cavitation resistance.
l Advanced Industrial Systems
The field of advanced industrial robotics employs the use of the metal in the manufacture of joint bearings and gears. In this case, the application requires a unique combination of characteristics that are achieved during the manufacture of the metal. The combination includes wear resistance, friction, and thermal conductivity.
H3: Validation and Industry Pursuit
The suitability of bronze for such rigorous applications is supported by scientific studies, such as those on alloy materials in extreme conditions as documented in the NASA Technical Reports Server. The various applications highlight the industry’s focus on maximizing the capabilities of materials through advanced CNC Machining Bronze: Techniques, Process, Types, Applications.
H2: How to Control the Total Cost of Bronze Components Through Supply Chain Management While Ensuring Quality?
H3: Deconstructing Total Cost Components
The real cost of CNC machining parts includes not only direct costs such as material and machining time but also indirect costs such as programming, setup, tool wear, inspection, post-processing, and logistics. Proper management of cost involves a holistic view of the supply chain.
H3: Strategic Cost Optimization
To achieve real cost efficiency for CNC machining parts, there is a need for a strategic approach in a series of phases. The process begins with early design collaboration for manufacturability (DFM), progresses to advanced integrated machining technology, and finally culminates with a partnership with a supplier who has the expertise and control to minimize total cost of ownership beyond the price quote.
l Design & Process Efficiency
Engaging in early DFM analysis simplifies parts, reducing machining difficulty. Process integration, like using 5-axis machines, minimizes setups and errors. Strategic order batching optimizes fixed cost amortization.
l Supplier Selection Strategy
It’s not just a matter of cost when you’re looking for a CNC machining china company. What you need to look for in a CNC machining company are their expertise in materials, stability in processes, and their ability to be compliant with international standards such as ISO 9001 or IATF 16949. JS Precision can be a very good partner in terms of.
H2:Conclusion
The successful manufacture of a high-performance, durable part made from a bronze alloy is a scientific engineering discipline. It is grounded in a deep understanding of CNC machining bronze alloys, is achieved through precise control of complex processes, and delivers its value in the harshest industrial environments. By applying the concepts discussed above, from the field of material sciences to the supply chain management discipline, manufacturers can realize significant improvements in part reliability and total cost of ownership.
What unique challenges does your next critical bronze component project face? Is it a severe corrosion environment, a complex thin wall configuration, or a budget and schedule constraint? Get a free manufacturability analysis and quote to tap the knowledge base of our engineering team for a solution.
H2:Author Bio
The article is written by a precision manufacturing engineer with more than 15 years of experience. He has been specializing in advanced machining technology for non-ferrous metals. He has undertaken many R&D projects and mass production projects related to high difficulty level bronze alloy components. He has profound knowledge about material science and machining dynamics. The engineering team at JS Precision follows the same approach for each project.
H2:FAQs
Q1: What are the main advantages of CNC machining bronze compared to casting?
A: CNC machining can provide much higher dimensional accuracy (up to 0.025 mm or even better) and better surface finish. It also gets rid of typical casting defects such as pores and slag inclusions therefore it is the best choice for structurally complicated, close-tolerance, or low-volume, high-performance custom bronze parts.
Q2: What is the most important consideration when machining aluminum bronze (C95400)?
A: Aluminum bronze is a tough material and requires a lot of force during cutting. You need to have a solid machine, use tooling that resists wear (e.g. diamond-coated tools), and apply a large amount of high-pressure coolant. The cutting parameters should be more cautious than with the standard bronzes to avoid fast tool wear and burning of the workpiece surface.
Q3: How to choose the right surface treatment for my bronze part?
A: It is all based on the usage. For example, electroless nickel plating is known to improve wear and corrosion resistance, while passivation enhances the resistance to tarnishing and keeps the natural color; if you are looking for low-friction, Teflon or molybdenum disulfide coatings might be your options. It is best to ask your machining service provider for advice.
Q4:Can turning, milling, and drilling be done on the same bronze component?
A:Yes, it is possible. Present day multi-axis CNC Machining platforms allow turning milling drilling, and even tapping (in a single setup) as combined operations. This significantly improves the accuracy and productivity of complex CNC machining parts since it removes errors caused by separate handlings.
Q5:What are normal lead times for CNC machining bronze in China?
A:The time to manufacture depends on how complicated the parts are and the number of items. Usually for CNC machining china orders, prototypes will be ready within one to two weeks, while small-batch production generally takes about three to five weeks. Choosing a supplier possessing a complete in-house processing chain as well as efficient project management is indeed a must to guarantee timely delivery.



